


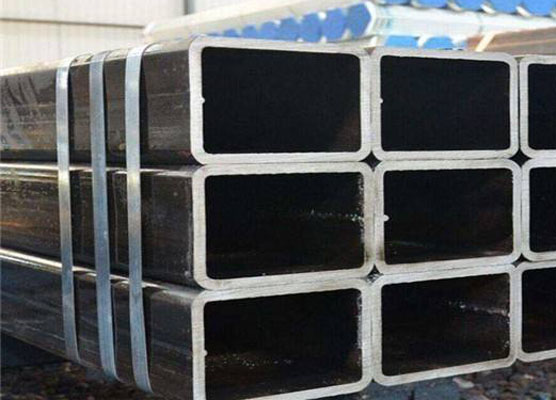



无缝方管挤压的定义与工艺原理
无缝方管挤压是一种先进的金属塑性成形技术,通过将圆形或方形的实心坯料加热至再结晶温度以上,利用挤压机施加高压,迫使金属通过特定形状的模具孔洞,从而形成截面为方形的无缝管材。该工艺的核心在于金属在高温高压下发生塑性流动,确保管材内部无焊缝,整体结构均匀致密。挤压过程通常包括坯料准备、加热、穿孔、挤压、定径和冷却等步骤,其中模具设计对成品精度和表面质量至关重要。

无缝方管挤压的特点
无缝方管挤压技术具有多项显著优势,使其在工业应用中备受青睐:
结构完整性高:由于无焊缝,管材整体力学性能均匀,避免了焊接缺陷导致的应力集中问题。
尺寸精度优:挤压工艺可控制壁厚和外形,公差范围小,适用于高精度装配需求。
表面质量好:通过优化模具和润滑,可获得光滑无瑕疵的表面,减少后续加工成本。
材料利用率高:挤压成形减少了材料浪费,尤其适用于贵金属或高强度合金。
适应性强:可生产复杂截面形状,并支持多种金属材料,如碳钢、不锈钢、铝合金等。
主要用途领域
无缝方管挤压产品因其优异的性能,广泛应用于以下领域:
机械制造:用于液压缸筒、传动轴、精密仪器支架等结构件,提供高刚性和耐磨性。
建筑与桥梁:作为承重柱、桁架组件,其无缝特性增强了抗压和抗疲劳能力。
汽车工业:应用于底盘框架、排气系统部件,满足轻量化和高强度要求。
航空航天:制造起落架导管、发动机支撑结构,对材料纯度和可靠性有严苛标准。
能源设备:用于石油钻探管道、核电热交换器,耐高压和耐腐蚀性能突出。
规格与技术参数
无缝方管挤压产品的规格多样,需根据应用场景选择合适参数。以下为常见规格范围示例:
| 项目 | 参数范围 | 备注 |
|---|---|---|
| 截面尺寸 | 20×20mm 至 400×400mm | 可定制非标尺寸 |
| 壁厚 | 1.5mm 至 50mm | 与截面尺寸匹配设计 |
| 长度 | 1m 至 12m | 固定长度或定尺切割 |
| 材料牌号 | Q235、45#、304不锈钢、6061铝合金等 | 满足不同力学与耐蚀需求 |
| 公差标准 | ±0.1mm(尺寸)/±10%(壁厚) | 依据GB/T 3094或ASTM A500 |
生产工艺质量控制
为确保无缝方管挤压产品的可靠性,生产过程中需实施严格的质量控制措施:
坯料检验:对原材料进行化学成分分析和超声波探伤,排除内部缺陷。
温度监控:加热炉分区控温,确保坯料受热均匀,防止过烧或温度不足。
模具维护:定期检测模具磨损,采用表面镀层技术延长使用寿命。
在线检测:通过激光测径仪和涡流探伤仪实时监控尺寸与表面裂纹。
性能测试:成品需进行拉伸试验、硬度测试及金相分析,验证力学性能。
发展趋势与创新
随着工业技术升级,无缝方管挤压工艺正朝着高效化和智能化方向发展:
工艺优化:采用等温挤压和快速冷却技术,细化晶粒提升韧性。
新材料应用:开发钛合金、镍基高温合金等高端材料挤压方案。
数字化控制:集成PLC与传感器实现压力-速度自适应调节,提高成品率。
绿色制造:推广水基润滑剂和余热回收系统,降低能耗与环境污染。
